22, January, 2024
+GF+ IR63 PLUS塑管紅外線焊接 標準作業流程 S.O.P.
準備事項
外觀結構介紹
IR63
.png)
IR110
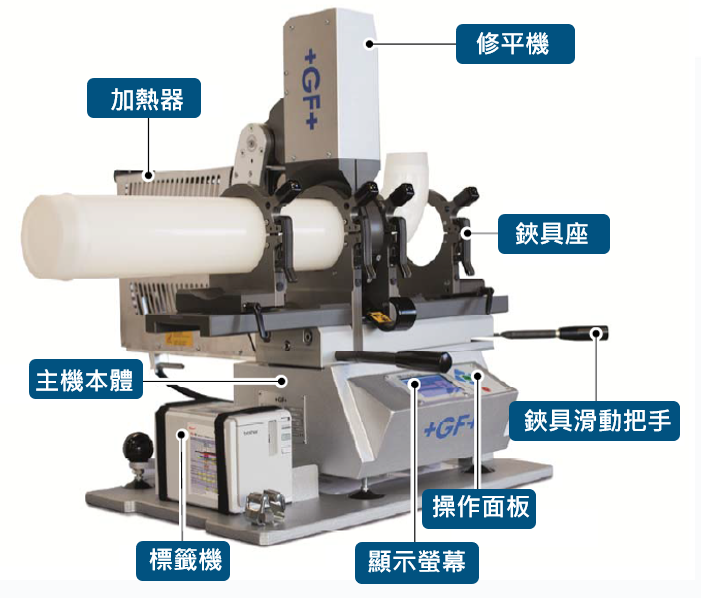
(以下焊接步驟以IR110為範例)
設定焊接條件
步驟一 選擇管材數據
.png)
步驟二
選擇焊接材質、管徑、厚度,確認設定是否正確。
.png)
步驟三 設定重疊距離
設定重疊距離時,鋏具必需扣緊,否則螢幕只會顯示 **.**而不會顯示實際數值。
.png)
將右側把手向內側移動至停止點但非固定點,使用六角鈑手於右側調整螺絲處將重疊距離調整至所要求數值+0.05~+0.10mm
(例如:要求-0.80mm時調整為-0.75~-0.70mm)。
.png)
將右側把手向內側推至固定點,確認數值是否相符。反復調整至重疊距離與所要求數值誤差值在正負0.05mm之間,
即可按下確認鍵完成設定。
.png)
步驟四 開始焊接
1.主選單選擇焊接進入焊接流程。
2.按操作面板右鍵可進入編輯焊工及工地訊息。
3.確認焊接內容設定是否與實際相符。
4,開始清潔。
.png)
步驟五 管材清潔及安裝作業
1.使用清潔劑(或半導體級IPA)及無塵布清潔擋塊及修平刀片。
2.將擋塊放置於內側鋏具中間。
.png)
3.清潔管材及管件。
4.將管材放置於鋏具上並向擋塊移動直到接觸擋塊為止。
5.先闔上內側鋏具但不必鎖過緊,之後需以內側鋏具調整兩邊管材高低差。
6.外側鋏具需固定牢靠避免管材滑動。若管材長度大於1.5米則需額外使用支撐架。
.png)
7.夾持長度較短的管件時建議如左圖所示方式夾持。
.png)
步驟六 開始修平
1.將修平機往下放置於修平位置。
.png)
2.將右側把手向左移動,當右側夾具與修平機接觸時修平機會自行啟動。
3.修平管端面直到刨屑寬度與管壁厚度相同,且長度可繞行管件圓周一圈。
4.將修平機往上移動至初始位置。
.png)
5.清潔刨屑及管端面。
6.管端面僅可使用乾淨的無塵布清潔,禁止使用毛刷觸碰管端面處。
.png)
7.使用右側把手將右側管件向左移動直到接觸左側管件為止(僅使用手指頭力量)。
8.若螢幕顯示大於+0.05mm時,請再次修平。若顯示小於-0.05mm,請重新夾持管件後再次修平。
.png)
步驟八 確認高低差
1.若螢幕顯示為正負0.05mm誤差值內,按確認鍵進入下一步驟。
2.目測兩側管件是否高低差及組立縫隙,高低差須小於10%管厚,組立縫隙須小於0.2mm。
.png)
步驟九 蓋上管帽
1.以管帽封閉管路所有開口處,若管帽不足則以乾淨包裝袋代替。
2.檢查焊接區域是否有汙染物,確實清潔後按確認進入下一步。
.png)
步驟十 等待加熱
等待加熱器溫度達到焊接溫度,溫度到達後將自動切換至允許銲接畫面。
.png)
步驟十一 加熱結束
加熱時間倒數結束後,將右側鋏具向右側移動至底,此時加熱器自動退回。
在限制時間內迅速將右側鋏具向中間移動至底並往左推至固定點。
.png)
步驟十二 冷卻時間
螢幕顯示冷卻時間倒數,冷卻時間結束前禁止移動右側把手及鋏具,過早鬆開鋏具可能造成焊道不良。冷卻時間結束後,
螢幕顯示焊接結果,顯示OK表示焊接結果正常,若顯示NOK則表示焊接結果不正常。
.png)
步驟十三 焊接完成
結束畫面按下確認後則會將焊接紀錄儲存於焊機內。
若連接標籤機則會列印出標籤貼紙,顯示驚嘆號表示成功,顯示問號表示失敗。
.png)
如果您對上述設備有任何需求,您可瀏覽我們的官網查看詳細規格或是加入我們的官方line帳號聯繫我們。
.jpg)
- 清潔機台、加熱器上的灰塵及污漬。
- 準備清潔劑或半導體級IPA、無塵布、手套。
外觀結構介紹
IR63
IR110
(以下焊接步驟以IR110為範例)
設定焊接條件
步驟一 選擇管材數據
步驟二
選擇焊接材質、管徑、厚度,確認設定是否正確。
步驟三 設定重疊距離
設定重疊距離時,鋏具必需扣緊,否則螢幕只會顯示 **.**而不會顯示實際數值。
將右側把手向內側移動至停止點但非固定點,使用六角鈑手於右側調整螺絲處將重疊距離調整至所要求數值+0.05~+0.10mm
(例如:要求-0.80mm時調整為-0.75~-0.70mm)。
將右側把手向內側推至固定點,確認數值是否相符。反復調整至重疊距離與所要求數值誤差值在正負0.05mm之間,
即可按下確認鍵完成設定。
步驟四 開始焊接
1.主選單選擇焊接進入焊接流程。
2.按操作面板右鍵可進入編輯焊工及工地訊息。
3.確認焊接內容設定是否與實際相符。
4,開始清潔。
步驟五 管材清潔及安裝作業
1.使用清潔劑(或半導體級IPA)及無塵布清潔擋塊及修平刀片。
2.將擋塊放置於內側鋏具中間。
3.清潔管材及管件。
4.將管材放置於鋏具上並向擋塊移動直到接觸擋塊為止。
5.先闔上內側鋏具但不必鎖過緊,之後需以內側鋏具調整兩邊管材高低差。
6.外側鋏具需固定牢靠避免管材滑動。若管材長度大於1.5米則需額外使用支撐架。
7.夾持長度較短的管件時建議如左圖所示方式夾持。
步驟六 開始修平
1.將修平機往下放置於修平位置。
2.將右側把手向左移動,當右側夾具與修平機接觸時修平機會自行啟動。
3.修平管端面直到刨屑寬度與管壁厚度相同,且長度可繞行管件圓周一圈。
4.將修平機往上移動至初始位置。
5.清潔刨屑及管端面。
6.管端面僅可使用乾淨的無塵布清潔,禁止使用毛刷觸碰管端面處。
7.使用右側把手將右側管件向左移動直到接觸左側管件為止(僅使用手指頭力量)。
8.若螢幕顯示大於+0.05mm時,請再次修平。若顯示小於-0.05mm,請重新夾持管件後再次修平。
步驟八 確認高低差
1.若螢幕顯示為正負0.05mm誤差值內,按確認鍵進入下一步驟。
2.目測兩側管件是否高低差及組立縫隙,高低差須小於10%管厚,組立縫隙須小於0.2mm。
步驟九 蓋上管帽
1.以管帽封閉管路所有開口處,若管帽不足則以乾淨包裝袋代替。
2.檢查焊接區域是否有汙染物,確實清潔後按確認進入下一步。
步驟十 等待加熱
等待加熱器溫度達到焊接溫度,溫度到達後將自動切換至允許銲接畫面。
步驟十一 加熱結束
加熱時間倒數結束後,將右側鋏具向右側移動至底,此時加熱器自動退回。
在限制時間內迅速將右側鋏具向中間移動至底並往左推至固定點。
步驟十二 冷卻時間
螢幕顯示冷卻時間倒數,冷卻時間結束前禁止移動右側把手及鋏具,過早鬆開鋏具可能造成焊道不良。冷卻時間結束後,
螢幕顯示焊接結果,顯示OK表示焊接結果正常,若顯示NOK則表示焊接結果不正常。
步驟十三 焊接完成
結束畫面按下確認後則會將焊接紀錄儲存於焊機內。
若連接標籤機則會列印出標籤貼紙,顯示驚嘆號表示成功,顯示問號表示失敗。
如果您對上述設備有任何需求,您可瀏覽我們的官網查看詳細規格或是加入我們的官方line帳號聯繫我們。
作者
